
Cuidados importantes na inspeção de aceitação por amostragem
Neste artigo apresentamos para você quais são os cuidados importantes que você deve ter na inspeção de aceitação por amostragem.
Muitas vezes, as empresas se deparam com a necessidade de examinar visualmente os seus produtos a fim de detectar possíveis defeitos ou, ainda, de examinar diversas características em materiais de fornecedores.
Uma vez que o custo torna inviável a inspeção de 100% dos produtos, as empresas adotam a inspeção de aceitação por amostragem para aprovar ou rejeitar lotes de produtos acabados ou de materiais de fornecedores.
No caso de produtos acabados, a inspeção é realizada no final do processo de fabricação para avaliar características qualitativas, tais como rasgo, amassado e manchado. Para os materiais de fornecedores, a inspeção é realizada no recebimento do lote para avaliar características qualitativas (por exemplo: cor, presença de impurezas) e quantitativas (por exemplo: concentração, densidade).
Em geral, a inspeção de aceitação por amostragem segue o esquema da figura abaixo.
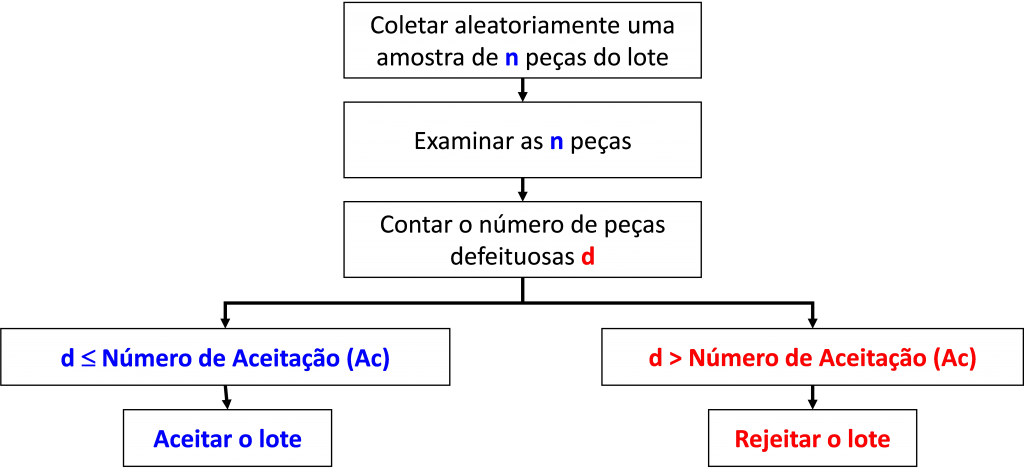
Os valores do tamanho da amostra (n) e do número de aceitação (Ac) definem o plano de amostragem.
Existem diversos tipos de planos de amostragem, sendo que os mais utilizados são os planos inspeção de aceitação por atributos, definidos na norma Mil-Std 105E ou nas normas derivadas a partir dela: ANSI/ASQC Z1.4, ISO 2859 e NBR 5426.
A vantagem de adotar um plano de amostragem por atributos é permitir que várias características sejam avaliadas em um mesmo plano, ao contrário dos planos de amostragem por variáveis contínuas que podem exigir um plano distinto para cada característica.
Apesar de bastante utilizada, ignora-se muitas vezes as limitações de um plano de aceitação por atributos e os cuidados necessários para a correta aplicação da Mil-Std 105E. Alguns desses aspectos são aqui destacados.
1. A inspeção de aceitação não separa lotes ruins de lotes bons.
Em um sistema estável, no qual a taxa de defeitos dos lotes é aproximadamente a mesma ao longo do tempo, a qualidade de um lote reprovado na inspeção por amostragem e a mesma de um lote aprovado.
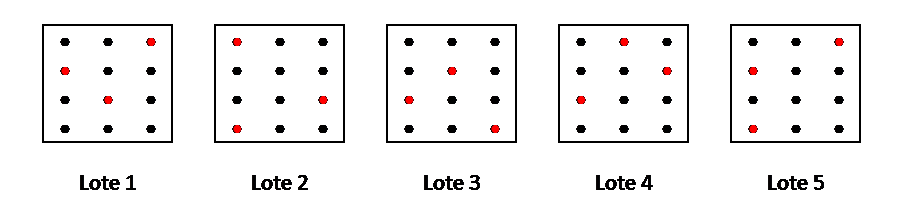
Para mostrar isso, vejamos um exemplo bem simples. Suponha que existam 5 lotes com 12 peças, todos com exatamente 3 peças defeituosas (pontos em vermelho na figura abaixo).
Vamos numerar a posição das peças no lote conforme a figura abaixo.
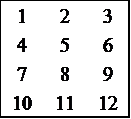
O plano de amostragem do lote é bem simples. Vamos sortear um número de 1 a 12 e examinar a peça que ocupa a posição do número sorteado. Se a peça for preta, aceitamos o lote; se a peça for vermelha, rejeitamos o lote.
O resultado da aplicação do plano de amostragem é mostrado na figura abaixo.
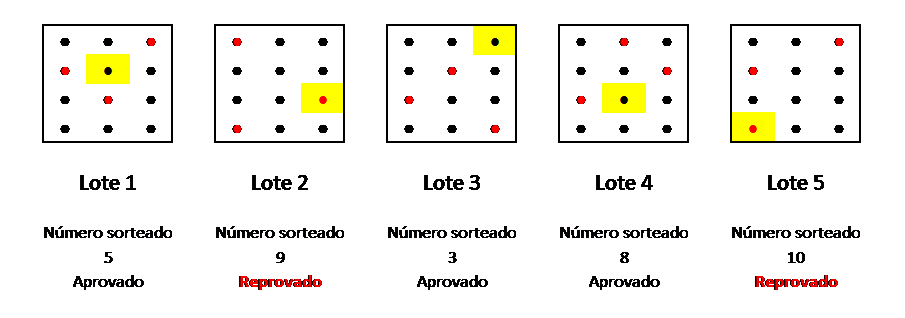
Note que a probabilidade de escolher uma peça vermelha é 25% em cada lote (3 vermelhas / 12 peças). Portanto a probabilidade de rejeitar um lote é 25%.
Em nosso exemplo, os lotes 2 e 5 tiveram o “azar” de serem reprovados, embora esses lotes fossem exatamente iguais aos demais lotes, com 3 peças defeituosas.
Em um processo produtivo real estável, a taxa de defeitos não é constante, mas varia um pouco em torno de uma média. Mesmo assim, uma questão é pertinente: porque fazer inspeção de aceitação por amostragem?
A inspeção de aceitação por amostragem é um meio indireto para promover a melhoria da qualidade porque nenhum fornecedor quer ver os seus lotes reprovados. No exemplo, espera-se que 1 em cada 4 lotes seja reprovado, que é uma taxa de reprovação muito alta. Para diminuir o número de lotes reprovados, há somente um caminho: melhorar a qualidade dos lotes.
2. O lote deve ser homogêneo.
Uma premissa importante para aplicar a inspeção de aceitação por amostragem é que os lotes devem ser homogêneos, ou seja, as peças no lote devem ser produzidas nas mesmas máquinas, pelos mesmos operadores, com matérias primas comuns, aproximadamente ao mesmo tempo.
Lotes não homogêneos podem “esconder” problemas de uma determinada fonte.
Suponha que os lotes sejam formados por 50 peças da Máquina A e 50 peças da Máquina B (veja figura abaixo).
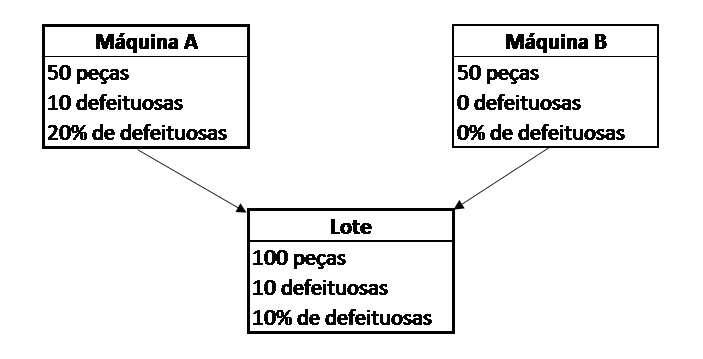
A Máquina A produz 20% de peças defeituosas, que foram diluídas em um lote maior de 100 peças. Logo, a porcentagem de peças defeituosas no lote diminui para a metade do valor, ou seja, 10%.
Evidentemente, a diluição das peças defeituosas em um lote maior dificulta a identificação do problema na Máquina A.
3. As peças da amostra devem ser escolhidas aleatoriamente.
Deve-se escolher aleatoriamente as peças do lote que formarão a amostra. Somente assim a amostra será representativa do lote.
Muitas vezes, as peças são escolhidas de determinadas posições do lote porque é mais fácil. Por exemplo, coletar as peças do topo de um container porque evita o manuseio das peças.
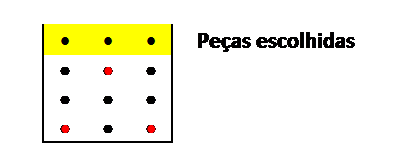
As peças escolhidas do topo introduzem um viés na amostragem, uma vez que peças do fundo do container nunca serão escolhidas para compor a amostra.
Mesmo que se tenha o cuidado de escolher as peças de diferentes posições (alta, média e baixa), a amostra pode não ser representativa porque temos a tendência de repetir padrões de comportamento e escolher a maioria das peças das mesmas posições.
Repare onde as pessoas se sentam em um restaurante. Elas sempre se sentam no mesmo lugar ou no mesmo setor. Veja as suas apostas na Megasena. Você escolheria os números 33, 34, 35, 36, 37 e 38 em um jogo? Você pode não acreditar, mas a probabilidade de sair esses números é a mesma de qualquer outra combinação de números.
É muito difícil para uma pessoa fazer escolhas aleatórias. Faz parte da natureza humana. A solução é usar o gerador de números aleatórios de um software a fim de escolher aleatoriamente as peças para formar a amostra.
4. Considerar a Qualidade Limite (QL) para escolher o plano de amostragem.
A Mil-Std 105E apresenta diversas tabelas para direcionar a escolha do plano de inspeção por amostragem. A figura abaixo apresenta resumidamente os passos para a escolha, a partir de três informações: tamanho do lote, nível de inspeção e NQA.
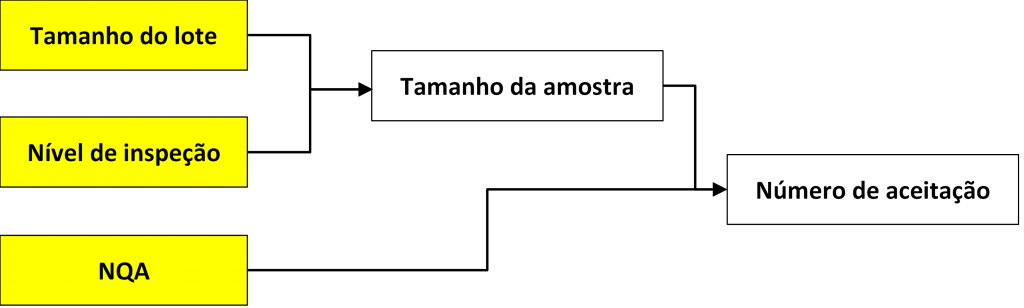
A norma define 7 níveis de inspeção, sendo que o nível II é o mais adotado.
O Nível de Qualidade Aceitável (NQA) é a máxima fração defeituosa que pode ser considerada satisfatória como média do processo. Ou seja, é o maior valor aceitável para a porcentagem média de peças defeituosas nos lotes de um fornecedor.
A figura abaixo ilustra a escolha de um plano de amostragem.
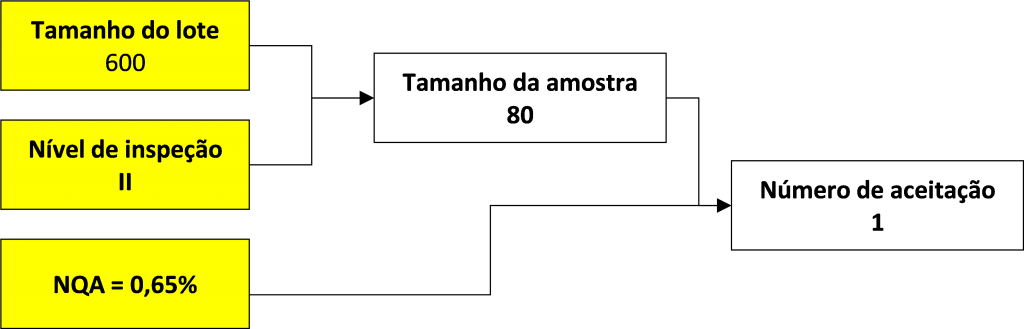
Parece ser um plano de amostragem bom, mas devemos olhar mais de perto.
Os planos de amostragem estão associados a dois conceitos importantes:
- Nível de Qualidade Aceitável (NQA): máxima fração defeituosa que pode ser considerada satisfatória como média do processo.
- Qualidade Limite (QL): máxima fração defeituosa aceitável pelo consumidor.
Já vimos que o NQA em nosso exemplo é 0,65%. Ou seja, a porcentagem média de peças defeituosas nos lotes deverá ser 0,65%, no máximo.
A Qualidade Limite é a porcentagem máxima de defeitos que o consumidor – a pessoa que recebe os lotes – aceita em um lote isolado. Digamos que a Qualidade Limite desse consumidor seja 3,5%.
Evidentemente, se o lote conter 0,65% de peças defeituosas, gostaríamos que a probabilidade de aceitar esse lote fosse alta. Por outro, lado se o lote conter 3,5% de peças defeituosas, gostaríamos que a probabilidade de aceitar esse lote fosse bem baixa.
Essas probabilidades podem ser vistas na Curva Característica de Operação do plano de amostragem.
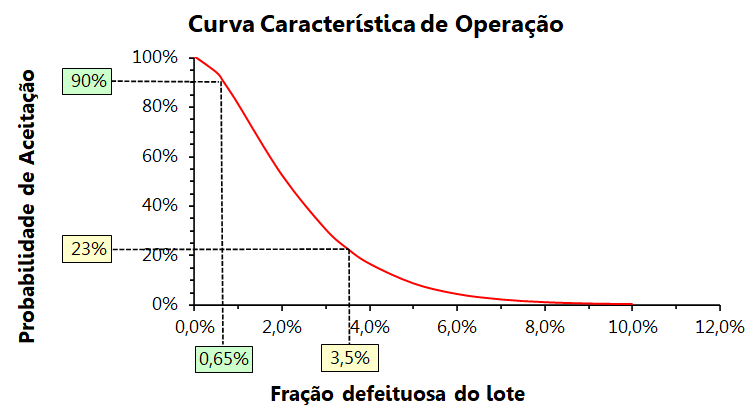
A Curva Característica de Operação do plano de amostragem de nosso exemplo mostra que a probabilidade de aceitar um lote com 0,65% de peças defeituosas é 90%. Ou seja, de cada 10 lotes “bons” apresentados, 9 serão aceitos.
Por outro lado, a probabilidade de aceitar um lote com 3,5% de peças defeituosas é 23%. De cada 10 lotes “ruins” apresentados, 2 serão aceitos. O risco do consumidor aceitar um lote com 3,5% de peças defeituosas pode ser considerado alto.
A Mil-Std 105E foi elaborada, a princípio, para avaliar lotes que saem continuamente de uma linha de produção. Por isso utiliza-se o NQA para escolher o plano amostral, uma vez que a qualidade média dos lotes é mais relevante do que a qualidade de um lote isolado. No entanto, a norma avisa que os planos de amostragem também podem ser utilizados para avaliar lotes isolados, mas, nesse caso, recomenda que se consulte as Curvas Características de Operação dos planos de amostragem que constam na norma.
Mesmo na inspeção de lotes em uma série contínua, pode ser pertinente definir a Qualidade Limite (QL) e escolher um plano de amostragem, cuja probabilidade de aceitação seja baixa na Qualidade Limite.
O problema é que muitas pessoas aplicam as tabelas da norma e nunca olham as Curvas Características de Operação. Minha recomendação: olhem.
5. Implementar a inspeção severa.
Ao basear a escolha dos planos de amostragem no NQA e não enfatizar a QL, a norma “beneficia” o fornecedor e “prejudica” o consumidor.
Isso ocorre porque a probabilidade de aceitação é alta para os lotes com porcentagem de defeituosas igual ao NQA (o que é bom para o fornecedor) e a probabilidade de aceitação ainda pode ser relativamente alta quando a porcentagem de defeituosas é próxima de QL (o que é ruim para o consumidor).
No entanto, a norma definiu a inspeção severa que deve ser aplicada se houver evidência de que a qualidade dos lotes piorou. A inspeção severa deve ser aplicada quando 2 lotes forem reprovados em uma sequência de 5 lotes consecutivos.
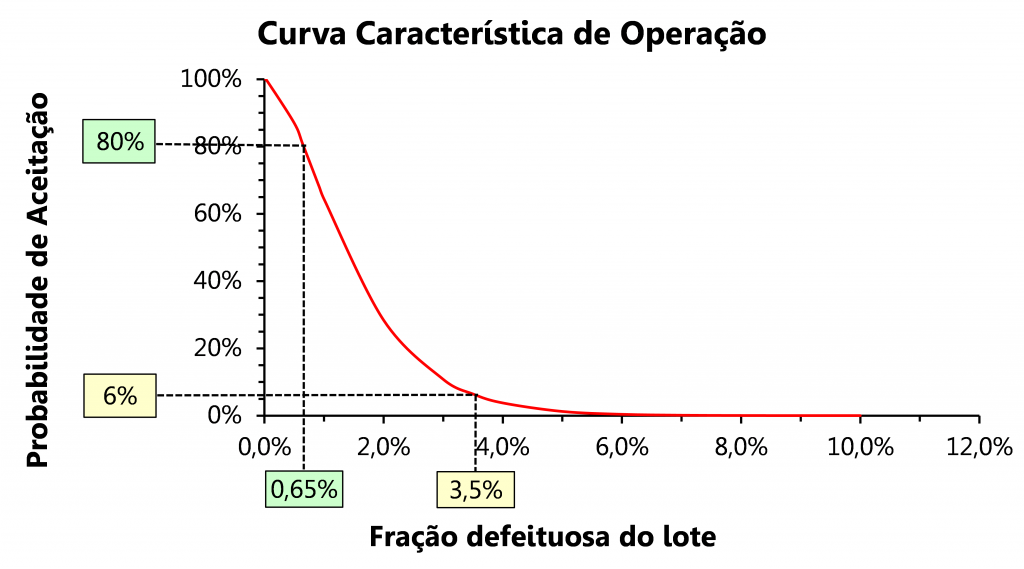
Há duas maneiras de implementar a inspeção severa: aumentar o tamanho do lote ou diminuir o número de aceitação. Para o plano amostral de nosso exemplo (tamanho de amostra = 80 e número de aceitação = 1), a inspeção severa consiste em aumentar o tamanho da amostra para 125 peças, mantendo o número de aceitação igual a 1. A figura abaixo apresenta a Curva Característica de Operação do novo plano de amostragem.
A inspeção severa deve permanecer até que 5 lotes consecutivos sejam aprovados. Além disso, a norma estabelece que a inspeção deve ser interrompida se 10 lotes consecutivos permanecerem na inspeção severa. Nesse caso, o fornecedor deve implementar ações corretivas.
Infelizmente, muitas empresas não implementam a inspeção severa. Dessa forma, o risco do consumidor (aceitar lotes “ruins”) pode ser alto se a qualidade dos lotes piorar. A implementação da inspeção severa é muito importante, principalmente se o plano de amostragem foi escolhido das tabelas da norma, sem consultar as Curva Característica de Operação.
Consideração final.
Atualmente, a presença de defeitos é cada vez menos tolerada porque pode prejudicar a imagem da empresa e, dependendo do produto, acarretar graves consequências para a segurança do consumidor. Se anteriormente se falava em porcentagem de peças defeituosas, hoje se fala em partes por milhão.
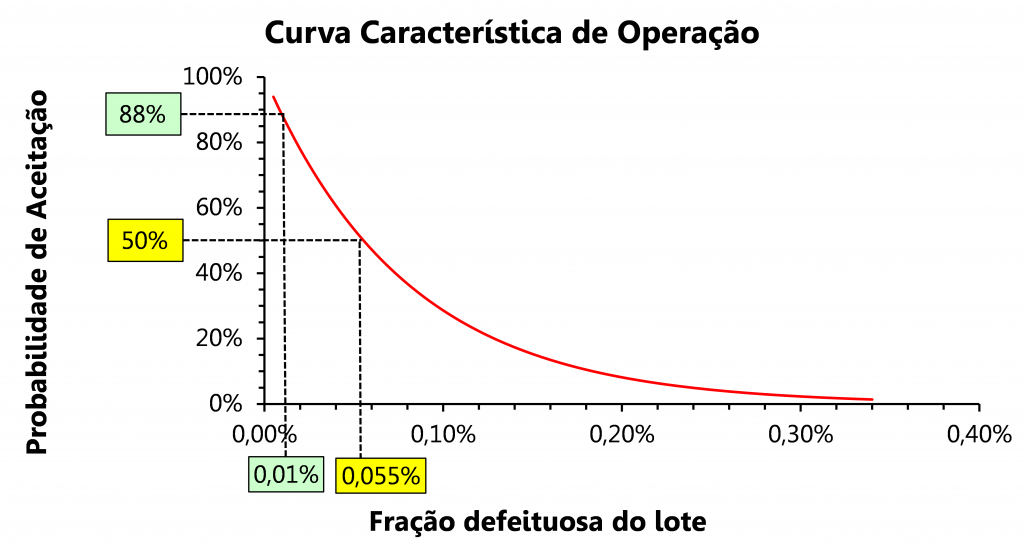
A norma Mil-Std 105E contém planos de amostragem para diversos valores de NQA, sendo o menor valor igual a 0,01%, equivalente 100 partes por milhão. A título de comparação, o Lean Six Sigma estima a taxa de defeitos em 3,4 partes por milhão em processos com nível sigma 6 e 233 partes por milhão em processos com nível sigma 5.
Para NQA igual a 0,01%, o tamanho da amostra é 1250 e número de aceitação é zero. A figura abaixo apresenta a Curva Característica de Operação desse plano.
Logo, é melhor direcionar os controles para métodos preventivos durante o processo produtivo. Por exemplo, implementar Controle Estatístico da Qualidade (CEP) ou dispositivos a prova de erro (poka yoke). A inspeção de aceitação por amostragem e a reprovação de lotes podem ser adotadas no início de um processo de melhoria para incentivar fabricantes e fornecedores a melhorarem os seus controles internos.

Leia mais!
Dicas para uma boa (Indi)Gestão de Processos – Parte IV
Sob o título acima escrevemos uma série de artigos com dicas – bem-humoradas – sobre como realizar uma “boa” gestão de processos! Por que falar de
Dicas para uma boa (Indi)Gestão de Processos – Parte III
Este é mais um artigo da série Dicas para uma boa (Indi)Gestão de Processos escreveremos uma série de artigos com dicas – bem-humoradas – sobre como realizar

Dicas para uma boa (Indi)Gestão de Processos – Parte II
Carlos Domenech CEO, Master Black Belt e Consultor Este é mais um artigo da série Dicas para uma boa (Indi)Gestão de Processos escreveremos uma série de

Dicas para uma boa (Indi)Gestão de Processos
Carlos Domenech Master Black Belt, consultor, instrutor e CEO da MI Domenech Sob o título acima escreveremos uma série de artigos com dicas –

