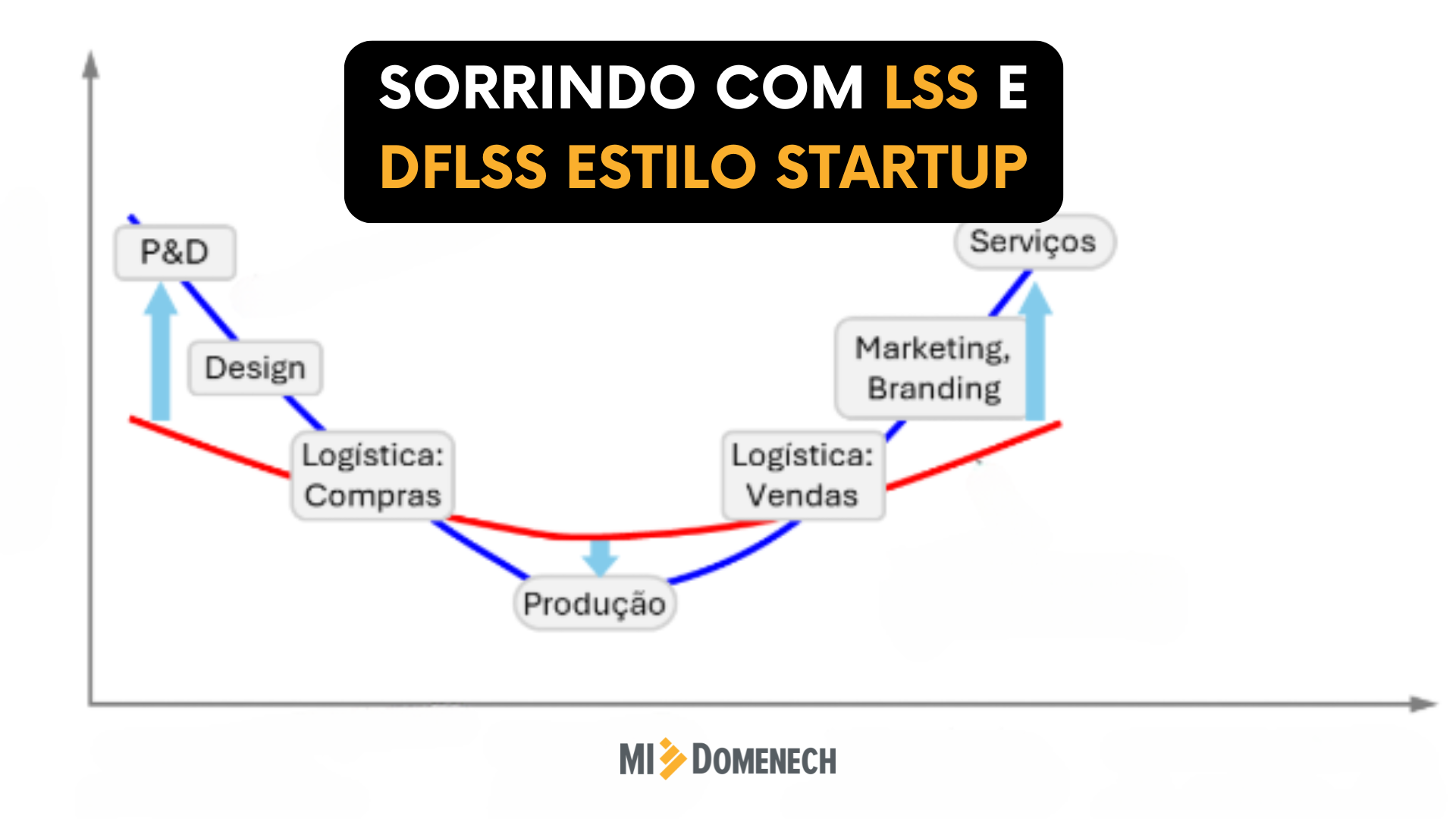
Estratégia para desenvolver Processos Robustos






 onde y representa a equação que é função de x1, x2, …, xk e
onde y representa a equação que é função de x1, x2, …, xk e representa o desvio padrão da variável controlada ou de ruído.
representa o desvio padrão da variável controlada ou de ruído.Uma vez de posse da função Var(y), procura-se otimizar conjuntamente a função média (y) enquanto se minimiza Var(y). O princípio pode ser ilustrado usando uma equação quadrática: y = 18+ 45 x – 3 x2. Fazendo a derivada em relação a x:

Supondo ![]() = 1, o desvio padrão transmitido para cada valor de “x” está ilustrado na Figura 6 e vai ser raiz((45-6x)^2). Fica claro o ponto do x que minimiza a variância do y.
= 1, o desvio padrão transmitido para cada valor de “x” está ilustrado na Figura 6 e vai ser raiz((45-6x)^2). Fica claro o ponto do x que minimiza a variância do y.



Tabela 2 – Região de interesse para o estudo do torno

A Tabela 3 tem os resultados do experimento.
Tabela 3 – Dados para o experimento do torno

A análise pode ser realizada na plataforma de regressão múltipla ou na plataforma DOE (“Estat\DOE\Superfície de Resposta\Análise de Experimento de Superfície de Resposta…”). A equação final está na Tabela 4. O modelo ajusta os dados de forma adequada (R2 ajustado = 94,1%).
Tabela 4 – Análise do experimento realizado no torno

Como se pode ver na Figura 9 há infinitas combinações que permitem obter Delta = 0. Qual destas condições é mais robusta considerando que os fatores controlados variam conforme a Tabela 5?
Tabela 5 – Região de interesse para o estudo do torno







Dicas para uma boa (Indi)Gestão de Processos – Parte IV
Sob o título acima escrevemos uma série de artigos com dicas – bem-humoradas – sobre como realizar uma “boa” gestão de processos! Por que falar de
Dicas para uma boa (Indi)Gestão de Processos – Parte III
Este é mais um artigo da série Dicas para uma boa (Indi)Gestão de Processos escreveremos uma série de artigos com dicas – bem-humoradas – sobre como realizar

Dicas para uma boa (Indi)Gestão de Processos – Parte II
Carlos Domenech CEO, Master Black Belt e Consultor Este é mais um artigo da série Dicas para uma boa (Indi)Gestão de Processos escreveremos uma série de

Dicas para uma boa (Indi)Gestão de Processos
Carlos Domenech Master Black Belt, consultor, instrutor e CEO da MI Domenech Sob o título acima escreveremos uma série de artigos com dicas –