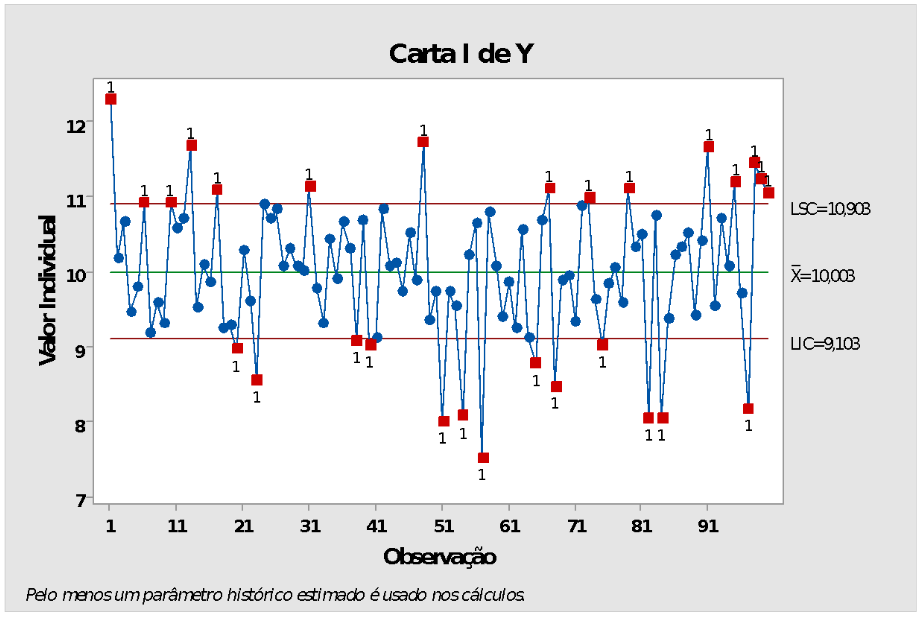
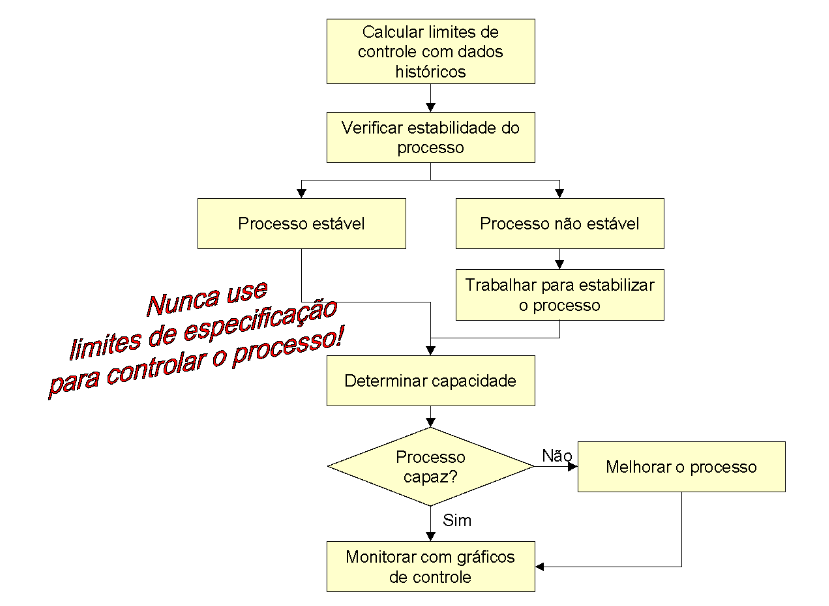
Limites de controle vs limites de especificação


Dicas para uma boa (Indi)Gestão de Processos – Parte IV
Sob o título acima escrevemos uma série de artigos com dicas – bem-humoradas – sobre como realizar uma “boa” gestão de processos! Por que falar de
Dicas para uma boa (Indi)Gestão de Processos – Parte III
Este é mais um artigo da série Dicas para uma boa (Indi)Gestão de Processos escreveremos uma série de artigos com dicas – bem-humoradas – sobre como realizar

Dicas para uma boa (Indi)Gestão de Processos – Parte II
Carlos Domenech CEO, Master Black Belt e Consultor Este é mais um artigo da série Dicas para uma boa (Indi)Gestão de Processos escreveremos uma série de

Dicas para uma boa (Indi)Gestão de Processos
Carlos Domenech Master Black Belt, consultor, instrutor e CEO da MI Domenech Sob o título acima escreveremos uma série de artigos com dicas –


