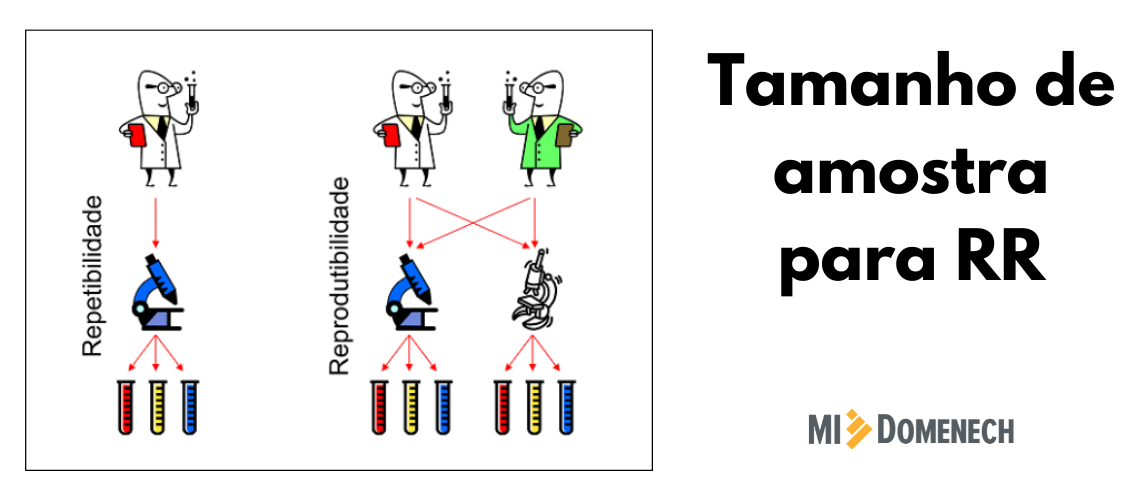
Tamanho de amostra para RR

Dicas para uma boa (Indi)Gestão de Processos – Parte II
Carlos Domenech CEO, Master Black Belt e Consultor Este é mais um artigo da série Dicas para uma boa (Indi)Gestão de Processos escreveremos uma série de
Dicas para uma boa (Indi)Gestão de Processos
Carlos Domenech Master Black Belt, consultor, instrutor e CEO da MI Domenech Sob o título acima escreveremos uma série de artigos com dicas –
Parte III. Casos de ilustração da variação estatística
Há três artigos na série sobre Pensamento Estatístico: Parte I. Conceitos sobre Pensamento Estatístico: explica os três princípios que compõem o pensar estatisticamente. Parte II.
Efeito Matriz
A ANVISA publicou em 24 de julho de 2017 a RDC no 166, que estabelece os critérios para validação de métodos analíticos empregados em
Fazendo funcionar o Pensamento Estatístico – Parte 2
Há três artigos sobre Pensamento Estatístico: Parte I. Conceitos sobre Pensamento Estatístico: explica os três princípios que compõem o pensar estatisticamente. Parte II. Fazendo funcionar