Matriz de Tecnologia e Controle
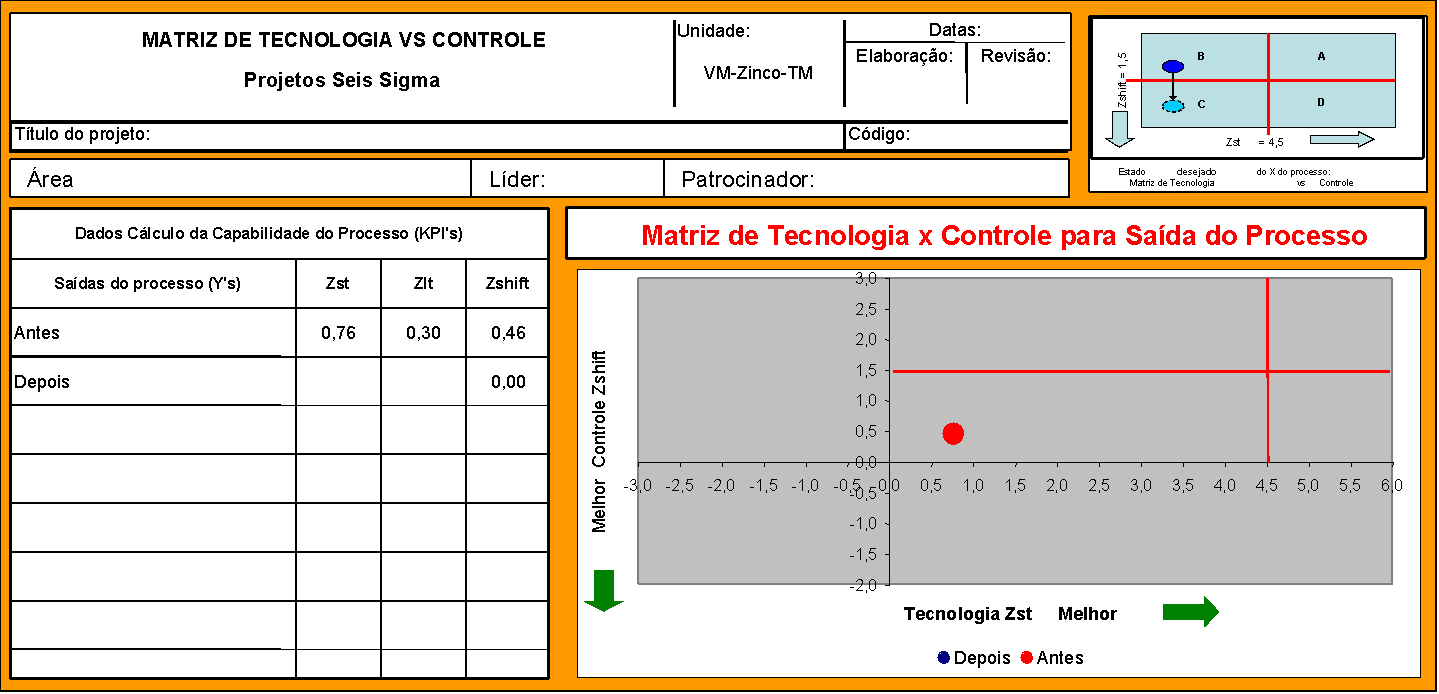
Pelos exemplos que mostraremos abaixo, o leitor atento poderá ver que a utilização do Zshift como indicador do controle é inadequada. Isso pode gerar ações de melhoria e estratégias de investimentos erradas.
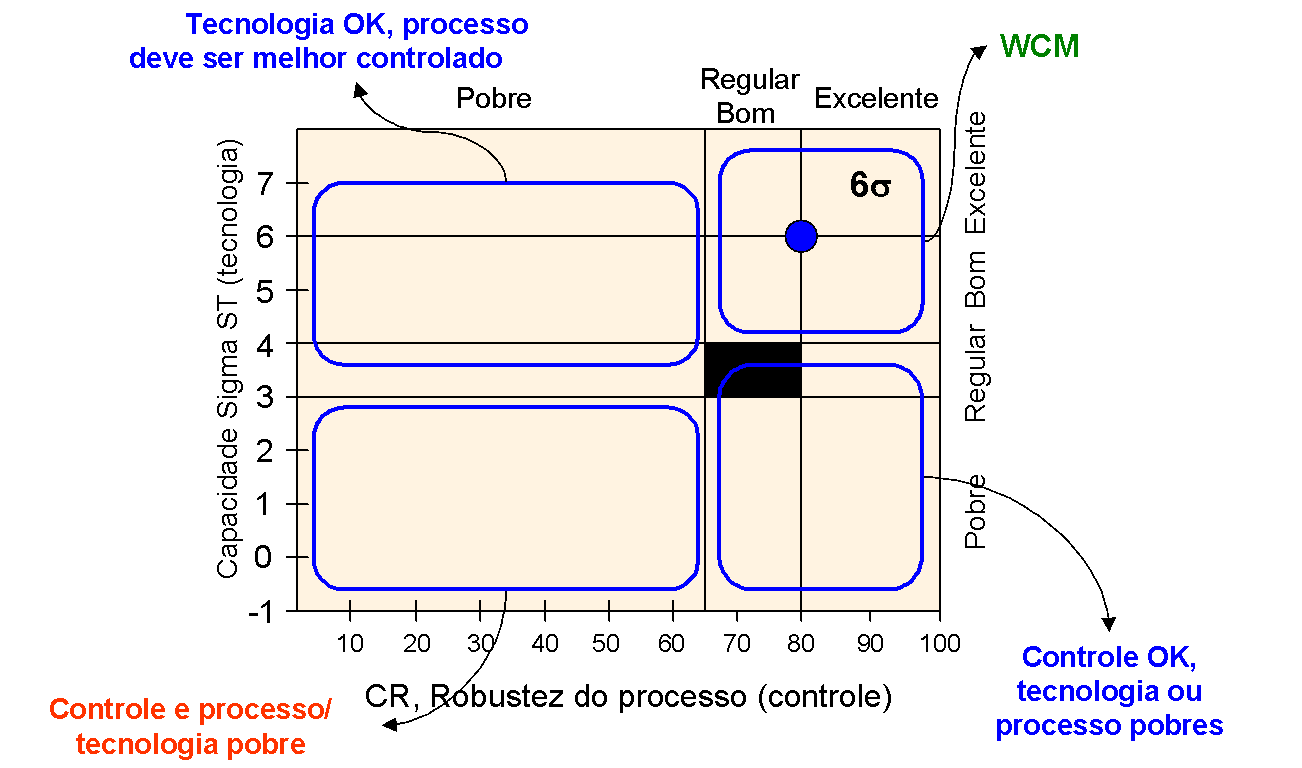
Ao invés disso deve-se calcular um indicador baseado no quociente do desvio padrão de curto prazo (S_Dentro no Minitab) e o desvio padrão de longo prazo (S_Global no Minitab). Este quociente denomina-se Coeficiente de robustez (=S_Dentro/S_Global x 100) e dá uma medida da estabilidade do processo. Valores acima de 0,75 ou 0,80 mostram processos bem controlados. A matriz sugerida tem o formato indicado na Figura 2. A Figura 3 ilustra os possíveis processos dentro da matriz de Tecnologia e Controle. A única, e crucial diferença com a matriz da Figura 1 é a forma em que se define o controle.
Nesta matriz há 4 possibilidades básicas (Tabela 2):
Tabela 2 – Matriz Tecnologia e Controle usando enfoque pelo método da M. I. Domenech


Exemplos de aplicação
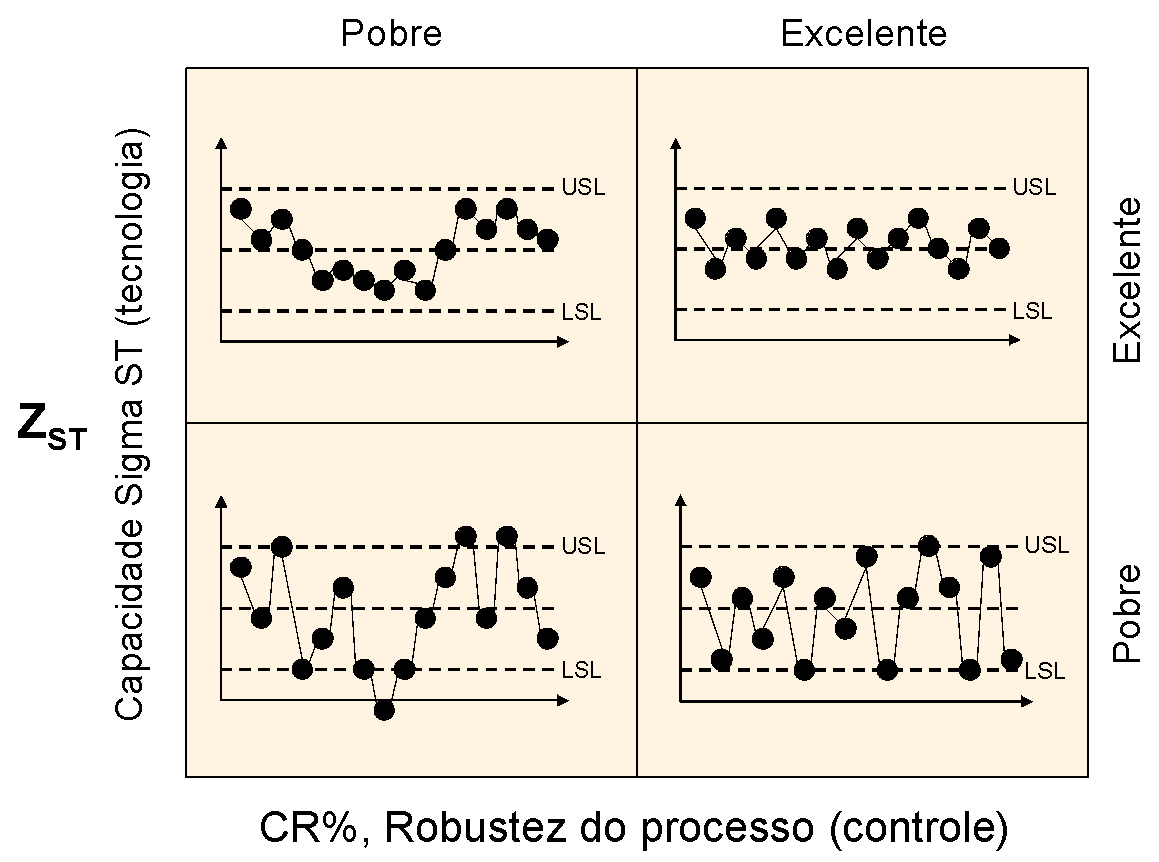
Considere as cinco séries da Tabela 3 (LSL = lower specification limit, USL = upper specification limit).
Tabela 3 – Dados utilizados nas análises

A partir destes dados foram construídos os gráficos da Figura 4, com seus limites de especificação. Analise os gráficos e conclua sobre o nível de controle das séries. Escreva seu palpite sobre o controle na Tabela 4 usando os dois critérios acima.
Tabela 4 – Palpite conforme a tabela de Tecnologia e Controle?







Figura 4 – Exemplos de características controladas em um processo
Você fez a classificação das séries conforme a Tabela 5? Se você respondeu que sim, confirme seu palpite na Tabela 6. Você deve ter cometido vários erros na coluna Zshift e possivelmente acertou quase todos na coluna CR. É isso mesmo?
Tabela 5 – Seu palpite conforme os dois critérios de controle?

Tabela 6 – Valores reais de Zshift e CR


Dicas para uma boa (Indi)Gestão de Processos – Parte IV
Sob o título acima escrevemos uma série de artigos com dicas – bem-humoradas – sobre como realizar uma “boa” gestão de processos! Por que falar de
Dicas para uma boa (Indi)Gestão de Processos – Parte III
Este é mais um artigo da série Dicas para uma boa (Indi)Gestão de Processos escreveremos uma série de artigos com dicas – bem-humoradas – sobre como realizar

Dicas para uma boa (Indi)Gestão de Processos – Parte II
Carlos Domenech CEO, Master Black Belt e Consultor Este é mais um artigo da série Dicas para uma boa (Indi)Gestão de Processos escreveremos uma série de

Dicas para uma boa (Indi)Gestão de Processos
Carlos Domenech Master Black Belt, consultor, instrutor e CEO da MI Domenech Sob o título acima escreveremos uma série de artigos com dicas –


